
|

|
| 消防材料采購平臺 | 消防員考試模擬系統(tǒng) |
|
|
|
| 消防材料采購平臺 | 消防員考試模擬系統(tǒng) |
|
公司基本資料信息
|
|||||||||||||||||||||||||||
| 序號 | 名稱 | 型號說明 | 數(shù)量 |
| 1 | CPU | CPU313 | 1 |
| 2 | 電源模塊 | PS307 | 1 |
| 3 | 開關(guān)量輸入模塊 | SM321 | 1 |
| 4 | 開關(guān)量輸出模塊 | SM322 | 1 |
| 5 | 前連接器 | 20針 | 2 |
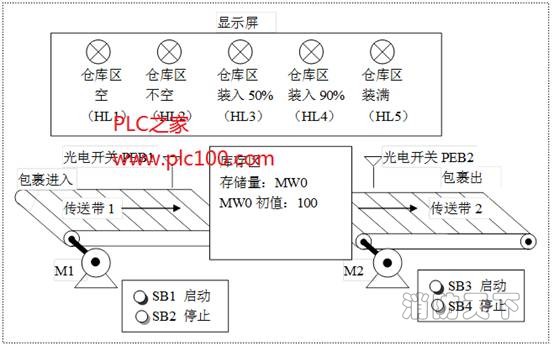
| 序號 | 輸入信號名稱 | 地址 |
| 1 | M1開始按鈕SB1(常開) | I0.0 |
| 2 | M1停止按鈕SB2(常開) | I0.1 |
| 3 | M2開始按鈕SB3(常開) | I0.2 |
| 4 | M2停止按鈕SB4(常開) | I0.3 |
| 5 | 加數(shù)按鈕SB5(常開) | I0.4 |
| 6 | 減數(shù)按鈕SB6(常開) | I0.5 |
| 7 | 光電開關(guān)PEB1 | I0.6 |
| 8 | 光電開關(guān)PEB2 | I0.7 |
| 序號 | 輸出信號名稱 | 地址 | 序號 | 輸出信號名稱 | 地址 |
| 1 | 指示燈HL1 | Q4.0 | 5 | 指示燈HL5 | Q4.4 |
| 2 | 指示燈HL2 | Q4.1 | 6 | 電動機M1(KM1) | Q4.5 |
| 3 | 指示燈HL3 | Q4.2 | 7 | 電動機M2(KM2) | Q4.6 |
| 4 | 指示燈HL4 | Q4.3 |
| 網(wǎng)絡(luò) | 波特率 |
| 標準網(wǎng)絡(luò) | 9.6K到187.5K |
| 使用EM277 | 9.6K到12M |
| 自由端口 | 1200到115.2K |
| S7-200設(shè)備 | 缺省地址 |
| STEP7-Micro/WIN | 0 |
| HMI(TD200,TD或OP) | 1 |
| S7-200CPU | 2 |